
发货:3天内
发送询价
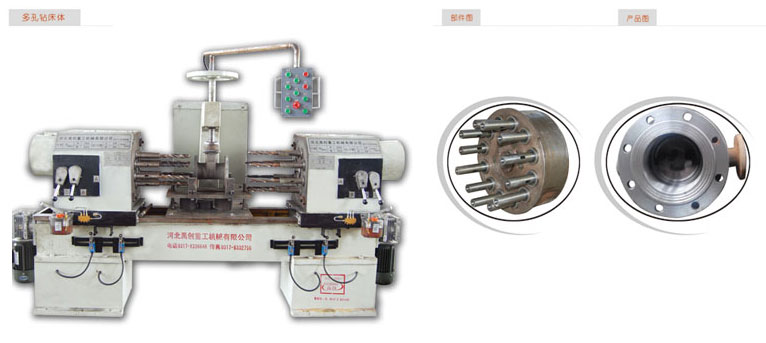
阀门多孔钻床主要用于各类阀门快速 制造,也可用于多孔、多面的汽车零件 加工。阀门多孔钻床可完成空间多工位同时采用多把镗铣刀具进行平面加工,还可完成阀门各法兰连接面上的不同类型分布孔(如圆、椭圆、三角形等不规则分布孔系)的多工位同时加工,可大大提高加工效率,减少装夹定位次数。
阀门多孔钻床特点:
一个或两个法兰面的多个孔同时加工、加工效率高、减少人工、加工尺寸统一性高、操作简便。
阀门多孔钻床优点:
1、加工效率高:在加工过程中机床采取动力头同时工作的方式可以在同一时间内完成阀体的钻孔工序。所需时间在1-2分钟。
2、减少人工:传统钻孔要使用模具一个孔一个孔的加工,浪费时间,本机床可以同时加工两个面的多个孔,提 ,并且在操作时可以采用一个同时操作两台机床的方式。
3、阀门专用多孔钻床适用于各种阀门管件:机床可以加工两法兰面在同一轴线上的任何阀体、单独加工中口的阀体。
4、加工尺寸统一性高:调整完成后不用二次调整,只需把阀体放到工装上压紧即可进行钻孔。
5、操作简便:本机床操作简单,有无经验者一学即会。
 高速阀门专机主轴关键技术和故障分析
高速阀门专机主轴关键技术和故障分析<一>、高速阀门机床主轴关键技术
对于阀门双面机床而言,其主轴主要是由转子、轴承、齿轮、主轴外壳、冷却装置及驱动电动机所构成的,其中轴承的主要作用就是支承和定位,而齿轮则主要是用来传动,冷却装置的主要作用就是降温。在进行机床主轴可靠性试验的过程中,需要对于径向力、轴向力以及转矩进行加载,在加载的同时对于基床主轴的各项性能参数的变化加以测量,然后再以这些记录的性能参数的变化来对其可靠性进行分析。在对基床主轴可靠性进行测试时,主要是通过电液伺服加载装置来对主轴进行动、静态切削力进行加载,也需要安装动态拉、压力传感器,通过传感器来对动态加载力的大小以及波形变化加以测量。同时还需要采用发电测功机来进行扭矩的加载,对于电主轴的加载扭矩以及转速加以测量,从而使加载过程中能够实现实时监控和闭环控制。
<二>、阀门机床电气系统故障分析
针对收集到电气故障以及维修数据进行初步整理,确定故障判据和故障统计原则,然后对该系列阀门专机电气控制与驱动系统故障部位和主要故障类型进行统计。从而找到故障频发部位和常见故障模式,并对其进行分析。
1、故障部位分析
对收集到故障数据进行分析,确定故障发生部位,并计算各个部位的故障频率,电气控制与驱动系统故障频发部位依次为:进给控制系统(25.64%)、主轴驱动控制系统(17.95%)、辅助装置控制系统(17.95%)、PLC输出系统(15.38%)、PLC输入系统(12.82%)、电源控制系统(10.26%)。
2、故障模式分析
机床电气系统主要故障类型为功能型故障、损坏型故障以及状态型故障。主要故障模式有元器件损坏、接触不良或断路、控制部件无/误动作、功能失效、回零不准、控制精度不稳、噪声、振动等。电气系统较频繁的故障类型为损坏型故障(28.21%)、其次是状态型故障(20.51%)、功能型故障(15.38%)、失调型故障(15.38%)、松动型故障(12.82%)、其他故障(7.69%)。
由以上数据可知:
(1)主轴驱动控制系统和进给控制系统为故障频发部位。主轴驱动控制系统和进给控制系统对于阀门机床实现正常的加工功能十分关键,其可靠性在很大程度上影响着整个电气控制与驱动系统的可靠性,后文将对主轴驱动控制和进给控制系统展开详细介绍和可靠性分析。
(2)电气故障的主要故障类型为损坏型,主要表现为:元器件损坏、开路、熔体熔断等。其次是状态型故障,主要表现为:示值异常、信号及测量精度不稳、振动、异响、灵敏度差等。因此,对于易发生开路、短路的元器件,定期检查换,选用好的材料。同时严格控制外购件的质量。定期做好除尘除污工作,防止灰尘、油污影响元器件正常工作。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。三面车床、双面车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。